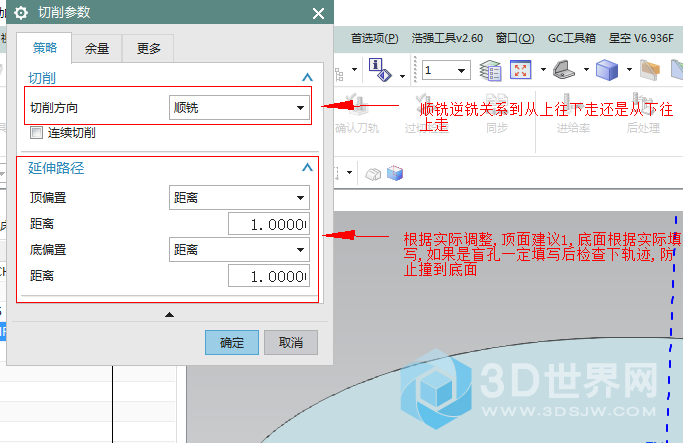
铣螺纹到底是顺铣比较好还是逆铣比较好。顺铣是从下向上走,逆铣是从上向下。不知道哪种比较省刀或者加工出来的螺纹质量更好。
实践出真知,找个废料试试好了。顺铣加工声音很轻微毫不费力,加工效果比较平滑,不过螺纹光洁度很一般,亚光效果。逆铣加工声音稍微有点尖锐,螺纹的弧看起来有点一段一段,类似ug图档有些需要更新显示前的效果,不过看起来很亮。最终使用效果区别不大,螺丝都可以跟轻松的拧进去。个人还是比较倾向顺铣,感觉声音舒服,省刀具,如果批量加工的话效率才更高。
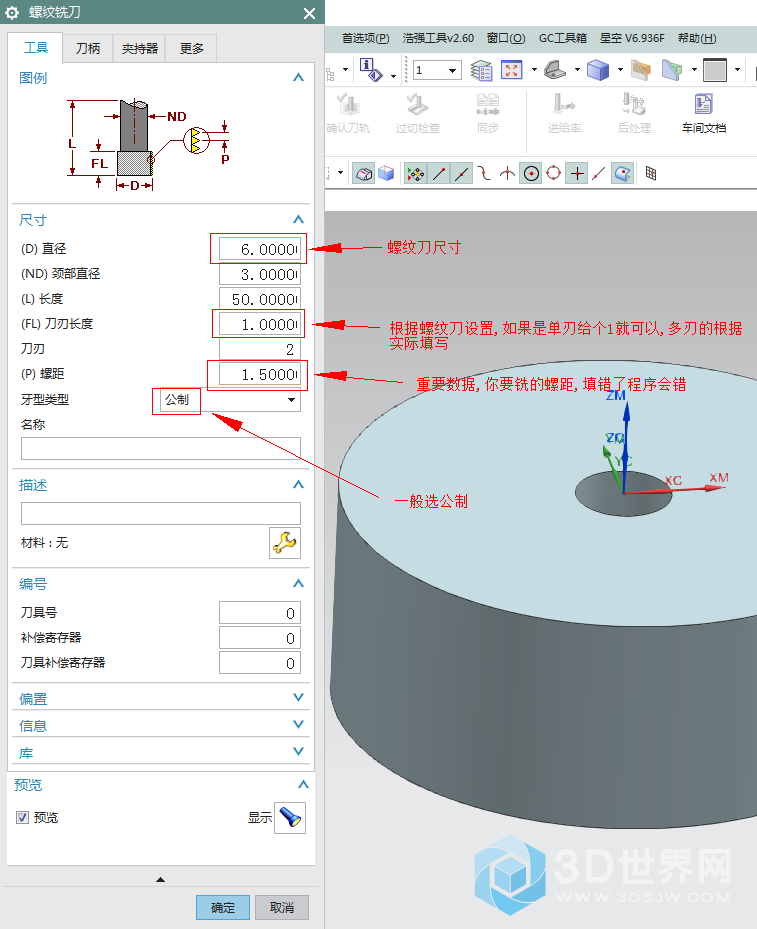
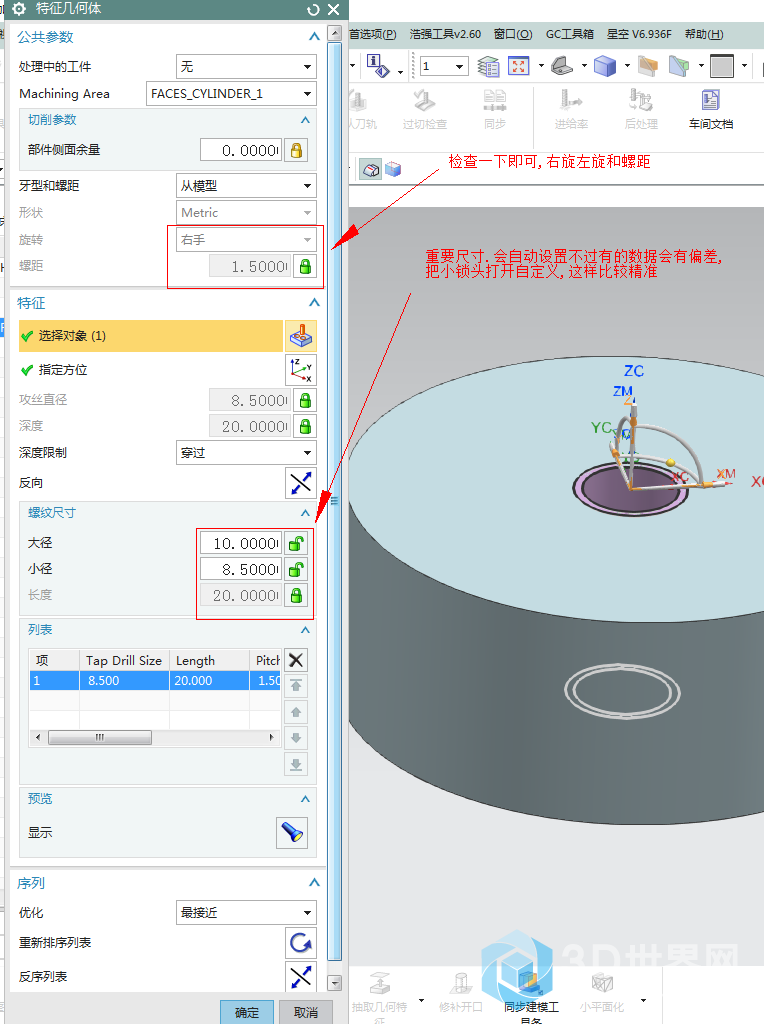
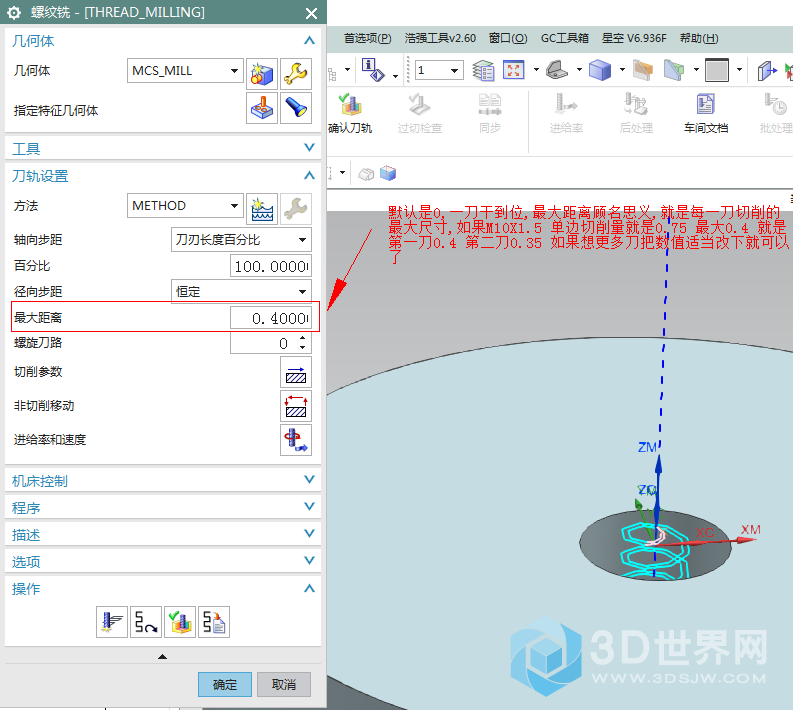
铣螺纹方法:
附其他网友的经验:
1、盲孔,由下往上銑不擠削,由上往下削都掉到孔底。順銑具有切銷抵抗低,刀具壽命長的優勢。通孔逆铣,盲孔顺铣
2、从下往上好点,至于刀具磨损,顺逆铣感觉差不多,但是逆铣铣出来的光洁度好。
3、我一般都是从下往上铣,选择这样的顺铣,目前经常要铣的最小螺纹就是M2*0.4,M2.5*0.45 ST3*0.5,要求用通止规检
4、单刃的我都是逆铣
5、铣螺纹我都铣了上万个了,顺逆我都能保证质量,我个人喜好从上往下,主要是底下有渣,怕只插下去弄断,我的都是M3的螺纹孔。
6、我一般都是从下往上铣 选择这样的顺铣 目前经常要铣的最小螺纹就是M2*0.4,M2.5*0.45 ST3*0.5,要求用通止规检
7、这么小的为何不用丝锥,你的螺纹刀得很细吧!
如果是批量件还是铣螺纹安逸,丝锥太容易断了,尤其是小的丝锥更容易断,另外丝锥速度很慢远远不如铣的快。
8、其实 我也有在铣,铝件 1/8的 1/2 .3/4的 。1/8的 从下往上走的,其他的 只有多齿螺铣刀,从下往上,那个声音太大了 所以就冲上往下,发现 底部会紧一点,厂里也没有特别要求 我就这样算了
9、请教个问题,铣英制的 创建刀具 标准英制 然后生成会报警刀具不可用,然后换成公制就可以,还有 这个铣螺纹策略 铣锥度螺纹搞得出来吗
程序报警是后处理不支持,你可以设置假刀,只要螺距对程序刀路对应该就可以了
